Elementos finales de control - Válvulas (segunda parte)
Cuerpo de la válvula
El cuerpo de la válvula debe resistir la temperatura y la presión del fluido sin pérdidas, tener un tamaño adecuado para el caudal que debe controlar y ser resistente a la erosión o a la corrosión producida por el fluido.
El cuerpo y las conexiones a la tubería están normalizados de acuerdo con las presiones y temperaturas de trabajo en las normas DIN y ANSI.
Cabe señalar los puntos siguientes:
1) Las conexiones roscadas se utilizan hasta 2"
2) Las bridas pueden ser planas, con resalte, machihembradas, machihembradas con junta de anillo
3) Las conexiones soldadas pueden ser con encaje o con soldadura a tope. Las primeras se emplean para tamaños de válvulas hasta 2" y las segundas desde 2 ½" hasta tamaños mayores
a) Conexión roscada
b) Bridas planas
c) Bridas con resalte
d) Bridas machihembradas
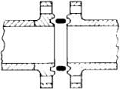
e) Bridas machihembradas con junta de anillo
f) Soldadura con encaje
g) Soldaduras a tope
Tipos de conexiones del cuerpo de la válvula a la tubería.
El cuerpo suele ser de hierro, acero y acero inoxidable y en casos especiales los materiales pueden ser de Money, hastelloy B o C etc.
Todos los tipos de accesorios de hierro fundido y hierro dúctil y cuerpos de válvulas para agua, drenaje y otros usos se producen en la fundición de hierro. Además, se fabrica fundición especial para diversas aplicaciones. Los accesorios de tuberías se vacían en moldes estáticos, en diámetros de 4" a 64" y de 100 mm a 1.600 mm. Varias naves de producción equipadas con maquinaria para fabricar moldes proporcionan los medios de producción. Un taller de modelos está completamente equipado para la fabricación de modelos de madera y de metal.
El proceso de vaciado se inicia con modelos fabricados de acuerdo con la configuración del objeto deseado. La arena de molde mezclada con arcilla o aglutinantes químicos se compacta alrededor del modelo con equipo especial de apisonado. El modelo se dibuja dejando una cavidad con la forma del modelo. Se insertan núcleos moldeados para la forma interna. Dos mitades de molde se cierran y se vierte hierro fundido dentro de la cavidad del molde. Después de que haya tomado lugar la solidificación, la pieza vaciada se separa de la arena, se limpia y se maquina según se requiera.
El hierro para los accesorios puede ser fundido en frío en tres hornos de inducción de 22 toneladas métricas sin núcleo o puede entregarse líquido a la fundición.
Este hierro se controla químicamente para satisfacer los varios niveles de resistencia que exigen las normas actuales de fabricación de válvulas en moldes de arena.

Vaciado de hierro para fabricación

Accesorios de válvulas
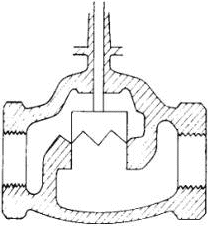
Tapa de la válvula
La tapa de la válvula de control tiene por objeto unir el cuerpo de la válvula al servomotor. A su traves desliza el vástago del obturador accionado por el motor. Este vástago dispone generalmente de un índice que señala en una escala de posición de apertura o de cierre de la válvula.
Para que el fluido no escape a través de la tapa es necesario disponer una caja de empaquetadura entre la tapa y el vástago. La empaquetadura ideal debe ser elástica, tener un bajo coeficiente de rozamiento, ser químicamente inerte y ser un aislante eléctrico, con el fin de no formar un puente galvanizo con el vástago que dé lugar a una corrosión de partes de la válvula. La empaquetadura que se utiliza normalmente es de "resina anti-adherente" ó "fluoropolímero" (la empresa me prohibió poner el nombre comercial) cuya temperatura máxima de servicio es de 220 °C. A temperatura superiores o inferiores a este valor es necesario o bien emplear otro material o bien alejar la empaquetadura del cuerpo de la válvula para que se establezca así un gradiente de temperaturas entre el fluido y la estopa y esta última pueda trabajar satisfactoriamente.
La empaquetadura normal no proporciona un sello perfecto para el fluido, esta empaquetadura suele ser de aros de "resina anti-adherente" ó "fluoropolímero" (la empresa me prohibió poner el nombre comercial) que es autolubricante y no necesita engrase. Cuando el fluido y las condiciones de servicio no permiten el empleo aislado de "resina anti-adherente" ó "fluoropolímero" (la empresa me prohibió poner el nombre comercial) se utiliza grafito en forma de filamento, laminado y cinta. En el caso de fluidos corrosivos, tóxicos, o muy valiosos hay que asegurar un cierre total en la estopada. La estanqueneidad lograda es tan perfecta que las posibles fugas sólo pueden detectarse con un espectrómetro de masas.
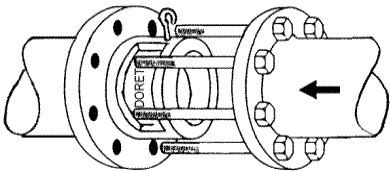
Partes internas de la válvula, obturador y asientos

Obturador y asiento de la válvula
Como partes internas de la válvula se consideran generalmente las piezas metálicas internas desmontables que están en contacto directo con el fluido. Estas piezas son el vástago, la empaquetadura, el collarín de lubricación en la empaquetadura, los anillos de guía del vástago, el obturador y el siento o los asientos.
Hay que señalar que el obturador y el asiento constituyen el "Corazón de la Válvula "al controlar el caudal gracias al orificio de paso variable que forman al variar su posición relativa, y que además tienen la misión de cerrar el paso del fluido.
Materiales
El obturador y los asientos se fabrican normalmente en acero inoxidable por que este material es muy resistente a la corrosión y a la erosión del fluido.
Cuando la velocidad del fluido es baja, pueden utilizarse PVC, fluorocarbonos y otros materiales blandos, solos o reforzados con fibras de vidrio o grafito.
El obturador determina la característica de caudal de la válvula; es decir, la relación que existe entre la posición del obturador y el caudal de paso del fluido
Aplicaciones:
| Plantas de proceso químico. | Proceso en plantas de bebidas, cervecerías, refrescos, vitivinícolas, etc. | Líneas de conducción de agua de riego, potable y tratadas. |
| Estaciones de bombeo, de riego, potable y tratadas. | Plantas siderúrgicas, mineras, sistemas aire acondicionado. Sistemas de vacío. | Plantas de proceso de aguas industriales. |
| Plantas generadoras de energía eléctrica. | Plantas de proceso petroquímico. | Proceso en plantas alimenticias. |
Esquema del proceso de instalación
En tubería horizontal, la válvula debe de instalarse con el eje - flecha en posición vertical.
Válvulas básicas sin accesorios | Modelo | Conexión | Ø |
 Serie 511 - Sólo para funciones de apertura y cierre manual o eléctrico. Para trabajar a presiones entre 1,5 y 10 kg/cm². Fabricada de bronce y hierro fundido con protección epoxy. Va equipada con una toma de control. Conexión con rosca hembra BSP. | 511 | 1" | 0,9 |
 Serie 811 - Para todas las funciones de apertura y cierre, regulación de presión, caudal, etc. Para trabajar a presiones entre 0,8 y 8 kg/cm². Como opción se puede equipar con manguito elástico tipo (A) para trabajar a presiones entre 3 y 16 kg/cm². Fabricada de aluminio con protección epoxy. Va equipada con un filtro autolimpiante y tres tomas de control. Conexión con rosca hembra BSP. | 811Al 811Al 811Al(A) 811Al(A) | 2" 3" 2" 3" | 1,7 3,7 1,7 3,7 |
 Serie 699 - Para todas las funciones de apertura y cierre, regulación de presión, caudal, etc. Para trabajar a presiones entre 1,5 y 16 kg/cm². Fabricada de aluminio con protección epoxy. Va equipada con un filtro autolimpiante y tres tomas de control. Conexión tipo wafer para montar entre bridas. Como opción se puede equipar con manguito elástico tipo (F) para trabajar a presiones entre 0,8 y 3 kg/cm² | 699 699 699 699 699(F) 699(F) 699(F) 699(F) | 3" 4" 6" 8" 3" 4" 6" 8" | 2,5 4,5 9,0 18,0 2,5 4,5 9,0 18,0 |
Serie 599 - Para todas las funciones de apertura y cierre, regulación de presión, caudal, etc. Para trabajar a presiones entre 1,5 y 16 kg/cm². Fabricada de hierro fundido con protección epoxy. Serie wafer, para montar entre bridas. Va equipada con un filtro autolimpiante y tres tomas de control. | 599 599 | 10" 12" | 41,0 54,0 |
Válvula para contralavado de filtros | |||
 Serie 851 - Especial de tres vías para poder hacer el contralavado de filtros de arena. Para trabajar a presiones entre 1,5 y 16 kg/cm². Fabricada de hierro fundido con protección epoxy. Conexión de los extremos en rosca hembra BSP (2") o VIC (3" y 4") y la salida central de desagüe en rosca hembra. La válvula de 4" va equipada con un acelerador especial para incrementar su velocidad de apertura y cierre. | 851-2 851-3 ODBF-4 | 2"x1·½" 3"x2" 4"x3" | 5,0 10,0 13,5 |
Pérdida de presión debido a válvulas
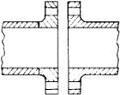
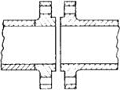
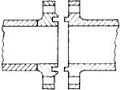
Cuando un flujo se desplaza uniformemente por una tubería recta larga y de diámetro constate, la configuración del flujo indicada por la distribución de la velocidad sobre el diámetro adopta una forma característica. Cualquier obstáculo en la tubería cambia la dirección de la corriente en forma total o parcial, altera la configuración característica de flujo y ocasiona turbulencia, causando una pérdida de energía mayor que la que normalmente se produce en un flujo por una tubería recta. Ya que las válvulas en una línea de tubería alteran la configuración de flujo, producen una pérdida de presión adicional.
La pérdida de presión total producida por una válvula consiste en:
1) La pérdida de presión dentro de la válvula
2) La pérdida de presión en la tubería de entrada es mayor de la que se produce normalmente si no existe válvula en la línea, este efecto es pequeño
3) La pérdida de presión en la tubería de salida es superior a la que se produce normalmente si no hubiera válvula en la línea, este efecto puede ser muy grande
Desde el punto de vista experimental es difícil medir las tres caídas por separado. Sin embargo, su efecto combinado en la cantidad deseada y puede medirse exactamente con métodos bien conocidos.
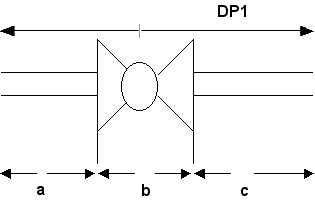
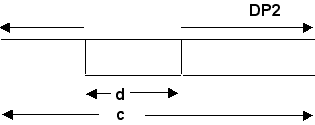
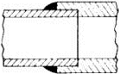
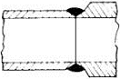
La figura muestra dos tramos de tubería del mismo diámetro y longitud, el tramo superior contiene una válvula de globo. Si las pérdidas de presión DP1 y DP2 se miden entre los puntos indicados, se encuentra que DP1 es mayor que DP2.
En realidad, la pérdida debida a la válvula de longitud d es DP1 menos la pérdida en un tramo de la tubería con longitud a + b.
Muchos experimentos han demostrado que la pérdida de presión debidos a válvulas es proporcional ala velocidad elevada a un exponente constante. Cuando la caída de presión se grafica contra la velocidad en coordenadas logarítmicas, la curva resultante es por tanto una línea recta.
Esta relación entre pérdidas de presión y velocidad es válida para válvulas de retención, solo si hay flujo suficiente para mantener el obturador abierto. El punto de desviación de línea recta en las curvas obtenidas en los ensayos.
La mayor parte de las dificultades encontradas con las válvulas de retención, así como obturador ascendente.
Bibliografía:
Manual Del Ingeniero Mecánico, Marks.
Instrumentación Industrial, Creus.
Editor: Ricardo Santiago Netto (Administrador de Fisicanet).
- ‹ Anterior
- |
- Siguiente ›